Применение критерия равнопрочности при проектировании сменных режущих пластин для отрезных и канавочных резцов
Аннотация
Дата поступления статьи: 26.04.2013Рассмотрен вопрос повышения прочности отрезных и канавочных резцов. Предложено при проектировании сменных режущих пластин применять принцип равнопрочности лезвия. Выполнены расчеты и построены профили равнопрочной передней поверхности резцов. Проведен анализ полученных данных и установлены закономерности изменения построенных профилей передней поверхности режущего лезвия. Предложены конструкции сменных режущих пластин выполненных с учетом особенностей конструкции и условий работы отрезных и канавочных резцов.
Ключевые слова: прочность, режущее лезвие, равнопрочность, отрезные и канавочные резцы
Распространенной операцией заготовительного производства и технологических процессов изготовления деталей машин является отрезка. Инструменты, предназначенные для выполнения данной операции, работают в особо тяжелых условиях, которые объясняются переменным значением скорости резания, трением между стенками прорезаемой канавки и стружкой, а также стесненными условиями стружкообразования. Распространенными представителями этих инструментов являются отрезные и канавочные резцы, имеющие ряд особенностей конструкции и условий эксплуатации [1]. Отечественной и зарубежной промышленностью производятся различные конструкции этих резцов, предназначенные для эксплуатации на универсальном и программном оборудовании, а также станках-автоматах [2]. В настоящее время значительного успеха в разработке передовых конструкций отрезных инструментов достигли ведущие зарубежные фирмы такие как Kennametal Hertel (Германия, США), Iscar (Израиль), Korloy (Корея), Sandvik Coromant (Швеция, Россия) и др. Ими для отрезных и канавочных резцов разработаны различные формы и конструкции режущих пластин, с помощью которых решается одна из основных проблем отрезки и прорезки канавок – удаление стружки из прорезаемого паза. Передняя поверхность этих резцов формирует плотноупакованную в рулоны узкую стружку, свободно выходящую из прорезаемого паза и одновременно, за счет снижения силы резания, позволяют увеличить значения рабочих подач.
Однако, несмотря на многообразие и определенное совершенство существующих конструкций режущих пластин для отрезных и канавочных резцов, одной из основных причин выхода их из строя является хрупкое азрушение режущей части [3, 4], что свидетельствует о недостаточной прочности режущего лезвия данных инструментов.
Авторами [5, 6, 7, 8] показано, что прочность и в определенной степени стойкость режущего лезвия инструментов определяется соответствием его формы внешним нагрузкам. Одним из подходов определения такой формы лезвия инструмента является критерий равнопрочности передней поверхности режущей пластины, предложенный Петрушиным С.И. [9].
Исходя из аналитических решений [9] получим, для условий работы отрезных и прорезных инструментов, следующее уравнение:
![]()
![]() (1)
(1)
где ![]() - отнесенные на единицу ширины режущего лезвия радиальная и тангенциальная составляющие силы резания, Н;
- отнесенные на единицу ширины режущего лезвия радиальная и тангенциальная составляющие силы резания, Н;
![]() - значение текущего переднего угла, соответствующее радиус-вектору (рис. 1);
- значение текущего переднего угла, соответствующее радиус-вектору (рис. 1);
![]() - некоторая величина напряжения, значение которого находится в пределах , МПа.
- некоторая величина напряжения, значение которого находится в пределах , МПа.
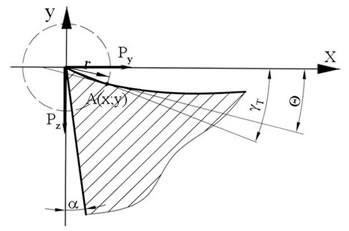
Рис. 1. – Расчетная схема
Построение искомых профилей передней поверхности было реализовано численным методом с помощью разработанной в среде универсального математического пакета Maple программы расчета координат точек профиля. Исходные данные для расчета: экспериментальные значения технологических составляющих силы резания [10], значения допускаемых напряжений -50, -100, 50, 100 МПа и величина заднего угла a=8о. Полученные результаты представлены на рис. 2.
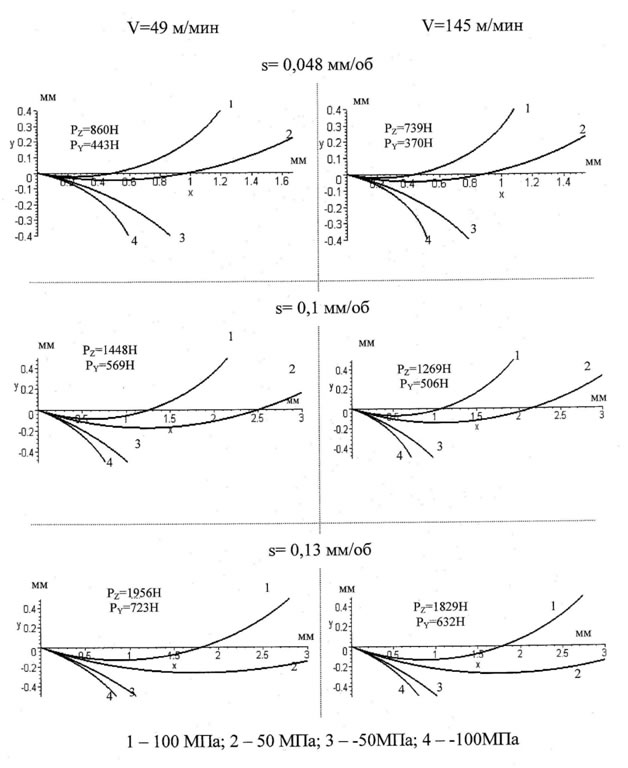
Рис. 2. – Расчетные профили равнопрочной передней поверхности
Построенные расчетные профили передней поверхности представляют собой линии, имеющие переменную кривизну, форма которых определяется исходными данными. Изменение величины допустимого напряжения в большую сторону приводит к увеличению кривизны линии, описывающей равнопрочную форму передней поверхности, а знак допускаемого напряжения влияет на её вид. Если ![]() , то поверхность получает выпуклый вид, в противном случае при
, то поверхность получает выпуклый вид, в противном случае при ![]() передняя поверхность приобретает вогнутую форму.
передняя поверхность приобретает вогнутую форму.
Радиус кривизны получаемого профиля в значительной степени определяется соотношением касательной ![]() и радиальной
и радиальной![]() составляющих силы резания, которые изменяются при различных значениях скорости резания и подачи. Анализ и сопоставление экспериментальных значений составляющих силы резания [10] позволил установить, что среднее значение отношения
составляющих силы резания, которые изменяются при различных значениях скорости резания и подачи. Анализ и сопоставление экспериментальных значений составляющих силы резания [10] позволил установить, что среднее значение отношения![]() .
.
Принимая во внимание полученное соотношение ![]() для значений напряжения на передней поверхности
для значений напряжения на передней поверхности ![]() , равных 50, -50, 100, -100 МПа, при максимальном экспериментальном значении были получены расчетные усредненные профили передней поверхности, которыми описывается форма равнопрочного лезвия отрезных инструментов (рис. 3). Полученные расчетные данные показывают, что равнопрочная форма передней
, равных 50, -50, 100, -100 МПа, при максимальном экспериментальном значении были получены расчетные усредненные профили передней поверхности, которыми описывается форма равнопрочного лезвия отрезных инструментов (рис. 3). Полученные расчетные данные показывают, что равнопрочная форма передней
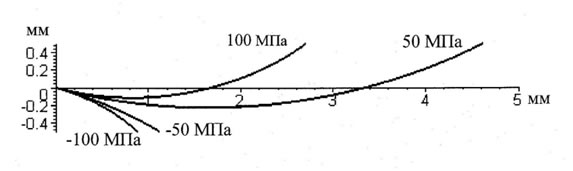
Рис. 3. - Расчетные усредненные профили передней поверхности равнопрочного лезвия
поверхности может в зависимости от принятой величины и знака допускаемого напряжения принимать различный вид – выпуклый или вогнутый.
В работе [3] на основе принципа равнопрочности разработана форма заточки для отрезных резцов с напаянными режущими пластинами и на основе сравнительных экспериментальных исследований эксплуатационных свойств отрезных резцов с разработанной формой заточки и с плоской передней поверхностью экспериментально доказано повышение прочности лезвия и стойкости данных инструментов за счет равнопрочной передней поверхности.
Однако в современном производстве широкое применение получили сборные режущие инструменты со сменными режущими пластинами, получаемыми методом порошковой металлургии с последующей шлифовкой их плоских рабочих поверхностей. Передняя поверхность сменных режущих пластин формируется при прессовке порошков твердых сплавов, что позволяет ей придать практически любую форму и дает широкие возможности при проектировании, в том числе и применении принципа равнопрочности в их конструкциях.
Полученные математическим моделированием равнопрочной передней поверхности режущего лезвия данные стали основой для разработки режущих пластин для сборных отрезных и канавочных резцов (рис. 4 и 5), представляющих собой компьютерную композицию сложной геометрической формы, состоящей из набора преобразованных расчетных профилей [11].
Режущая пластина, представленная на рис. 4, имеет форму передней поверхности, в основу которой положена поверхность образованная прямолинейным перемещением по главной режущей кромке расчетного усредненного профиля с ![]() . Для формирования свободно выходящей из прорезаемого паза стружки предусмотрена канавка, расположенная с занижением на середине режущей кромки. Профиль канавки получен аналогично на основе расчетного усредненного профиля для допустимого напряжения на передней поверхности
. Для формирования свободно выходящей из прорезаемого паза стружки предусмотрена канавка, расположенная с занижением на середине режущей кромки. Профиль канавки получен аналогично на основе расчетного усредненного профиля для допустимого напряжения на передней поверхности ![]() . Такая форма режущей пластины позволит снизить усилия резания за счет снижения трения стружки о стенки прорези и может применяться при отрезке и прорезке глубоких канавок.
. Такая форма режущей пластины позволит снизить усилия резания за счет снижения трения стружки о стенки прорези и может применяться при отрезке и прорезке глубоких канавок.
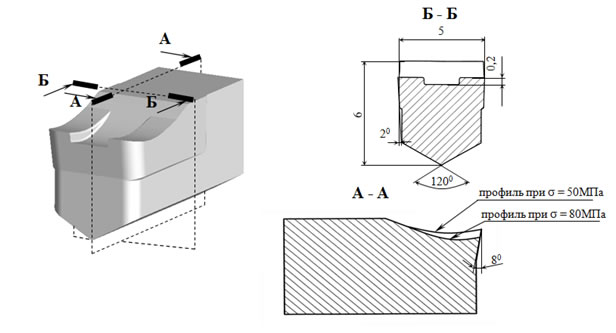
Рис. 4. - Сменная режущая пластина для отрезных и канавочных резцов, предназначенная для отрезки и прорезки канавок (обрабатываемый материал Сталь 45)
Сменная режущая пластина, представленная на рис. 5 спроектирована для отрезки, точения канавок «в разгонку» и при необходимости контурного точения. В целях успешного осуществления указанных технологических переходов пластина имеет большие, чем у предыдущего проекта, вспомогательные задние углы![]() . Ее передняя поверхность получена перемещением вдоль главной и вспомогательных режущих кромок усредненного расчетного профиля с
. Ее передняя поверхность получена перемещением вдоль главной и вспомогательных режущих кромок усредненного расчетного профиля с ![]() . Облегчение выхода стружки при прорезке и отрезке обеспечивается канавкой сформированной на передней поверхности. Представленная форма передней поверхности позволяет режущей пластине работать с поперечной и продольной подачей, значение которых определяется жесткостью головки резца.
. Облегчение выхода стружки при прорезке и отрезке обеспечивается канавкой сформированной на передней поверхности. Представленная форма передней поверхности позволяет режущей пластине работать с поперечной и продольной подачей, значение которых определяется жесткостью головки резца.
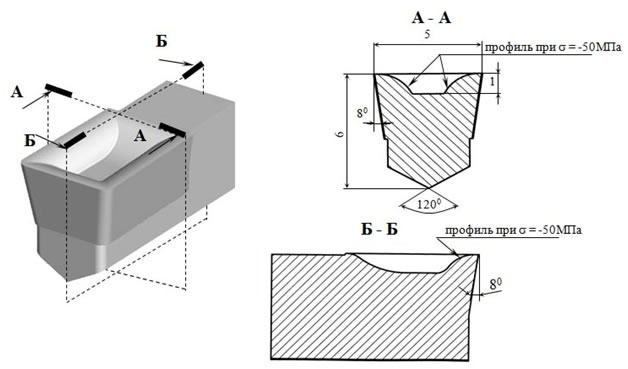
Рис. 5. - Сменная режущая пластина для отрезных и канавочных резцов, предназначенная для отрезки, точения канавок «в разгонку» и контурного точения (обрабатываемый материал Сталь 45)
Все представленные проекты сменных режущих пластин позволяют значительно повысить жесткость рабочей части инструмента за счет выполнения задних вспомогательных углов и вспомогательных углов в плане на самой пластине. Для крепления режущей пластины в корпусе державки нижняя ее часть имеет V – образную форму с углом, равным 1200. Для спроектированных пластин главный задний угол ![]() был принят равным 80.
был принят равным 80.
Таким образом, критерий равнопрочности лезвия, на наш взгляд, может быть применен при проектировании сменных режущих пластин повышенной прочности, предназначенных для отрезных и канавочных резцов.
Литература:
- Gadzinski M. Understanding parting-off operations. Part 1 of 2 // Cutting Tool Engineering. – 2001. - v. 53, Nr.2. - P. 34 - 37.
- Демаков Д. В. Краткий анализ исследований проблем развития регионального машиностроения [Электронный ресурс] // Инженерный вестник Дона [Электронный ресурс]: электрон. науч.- инновац. журн. – 2012. - № 3. - Режим доступа: http://www.ivdon.ru/magazine/archive/n3y2012/979 .– Загл. с экрана. – Яз. рус.
- Моховиков А.А. Повышение прочности отрезных и канавочных резцов за счет равнопрочной формы лезвия: дис.канд. техн. наук . - Томск. 2004. – 177с.
- Tokahara К., Makio S. Analisis of cutting farce on cutting off // Kisazazu Kagyo koto senmon gakko kiyo Bull / Kisazazu Nat. Call. Technoll. - 1999. - №32. - P.1-5.
- Бетанели А.И. Прочность и надежность режущего инструмента. [Текст] - Тбилиси: Сабчота сакартвело, 1973. - 172 с.
- Артамонов Е.В., Ефимович И.А., Смолин Н.И., Утешев М.Х. Напряженно-деформированное состояние и прочность режущих элементов инструментов / Под ред. М.Х. Утешева. [Текст] – М.: ООО «Недра: Бизнесцентр», 2001. – 199с.: ил.
- Хает Г.Л. Прочность режущего инструмента. - М. [Текст]: Машиностроение, 1975. - 168 с.
- Петрушин С.И., Бобрович И.М., Корчуганова М.А. Оптимальное проектирование формы режущей части лезвийных инструментов: Учебное пособие. [Текст] – Томск: Изд. ТПУ, 1999. – 91 с.
- Петрушин С.И. Теоретические основы оптимизации режущей части лезвийных инструментов: дис. докт. техн. наук. [Текст] – Москва, 1995. – 307 с.
- Моховиков А. А. Измерение силы резания и шероховатости торцевой поверхности при прорезке канавок. [Текст] // Технология металлов. - 2002. - № 12. - C. 24 - 26.
- Рачковская Г. С. Математическое моделирование и компьютерная визуализации сложных геометрических форм [Электронный ресурс] // Инженерный вестник Дона [Электронный ресурс]: электрон. науч.- инновац. журн. – 2013. - № 1. - Режим доступа: http://www.ivdon.ru/magazine/archive/n1y2013/1498.– Загл. с экрана. – Яз. рус.