Применение поливинилацетата в качестве пластификатора графита при производстве изделий электротехнического назначения
Аннотация
Дата поступления статьи: 19.03.2014В данной статье исследована возможность создания нового композиционного материала для электротехнических изделий на основе естественного графита как основного компонента с добавлением пластификатора. Добавление пластификатора необходимо для решения технологических сложностей процесса прессования изделий, с большим содержанием естественного графита. Это необходимо из-за большого межфазового сдвига между чешуйками графита. В качестве пластификатора использовался поливинилацетат. В работе представлены технологические аспекты получения материала и исследование влияния пластификатора на композицию, как качественное, так и количественное. Сделаны выводы о наиболе подходящем соотношении есмественного графита к количеству добавляего пластификатора.
Ключевые слова: Электротехнические изделия, пластификатор для графита, композиционный материал, медно-графитовая композиция, токосъемный материал, токосъемная вставка, поливинилацетат, модифицирование поверхности графита
05.17.03 - Технология электрохимических процессов и защита от коррозии
Введение
Электротехнические изделия широко применяются в различных отраслях техники. Это связано с дешевизной получения электрической энергии и увеличением возможностей его использования. Но проблема съема и передачи электрического тока контактными щетками все еще остается актуальной. Эта проблема касается железнодорожного транспорта, авиации, космической техники и других электрических приводов [1 – 2]. Снятие тока происходит при непосредственном контакте токосъемной щетки и медного контр-тела. При этом происходит трение двух тел при большой скорости. Используемый материал должен удовлетворять следующим требованиям: высокая электрическая проводимость, высокая механическая прочность, которая, однако, не вызывает повышенный износ медного контр-тела при эксплуатации, стойкость к удару, дугостойкость и пр.
В настоящее время в качестве наполнителя используют искусственный графит [3]. Процесс изготовления таких изделий облегчен структурой искусственного графита, а точнее дефектами структуры. К недостаткам электротехнических изделий на основе искусственного графита можно отнести быстрое истирание при увеличении проходящего тока, появление дуги при плохих погодных условиях, быстрое окисление кислородом воздуха.
В то же время известно, что естественный графит (ЕГ) обладает идеальной гексагональной структурой и за счет этого высокими самосмазывающими свойствами [4]. Естественный графит - это инертный, жаростойкий материал, хороший тепло - и электропроводник, устойчив к высокому давлению. Возможность образования вторичных структур на поверхности естественного графита (переходные карбидные соединения) объясняет стойкость к кислороду воздуха при трении и нагреве, что делает его перспективным наполнителем [5 – 7].
Технологически изготовление изделий на основе естественного графита осложнено отсутствием взаимодействия частиц графита между собой. Для этого необходимо добавление пластификатора на стадии перемешивания компонентов. В качестве пластификатора можно использовать полимерные клеи, жирные кислоты, синтетические смолы. Наиболее подходящими свойствами для изготовления электротехнических изделий обладает поливинилацетат. При смешении образуется гомогенная система, за счет смачиваемых свойств, позволяет прессовать изделия порошковым методом, что существенно облегчает весь процесс изготовления.
В данной работе показано применения поливинилацетата в качестве пластификатора естественного графита для создания композиций на его основе, которые могут быть использованы для изготовления электротехнических изделий.
Методика эксперимента
Исследовались композиции на основе естественного графита состава: 40-55% – естественный графит марки ГЛ-1 ГОСТ 5279-74; 30% – порошок медный (ТУ 1793-001-89208360- 2099; 15-30% – связующее на основе новолачной смолы (ООО «Донкарб Графит»). В качестве пластификатора использовался ПВА (ТУ 2241-006-51218143-04).
Смесь порошков заданного состава смешивалась с ПВА до гомогенного состояния, затем проводилась предварительная сушка при температуре 20 – 60 оС в течение 1-20 дней.
После предварительной сушки порошка образцы изготовлялись методом холодного прессования в глухую матрицу двух видов. Цилиндрические образцы (диаметр 25 мм, длина 60 мм) прессовались на универсальной машине ИП-100-0 при удельном давлении 13 МПа. Образцы в форме брусков (300х30х40 мм) изготавливались на вертикальном прессе при удельном давлении 16,5 МПа. После прессования образцы подвергались дополнительной сушке при температуре 50оС.
Прямоугольные образцы проходили высокотемпературную термообработку в защитной среде (коксовой засыпке) в муфельной печи SNOL 7,2/1300. Нагревание производилось со скоростью 1,5 оС/мин до температуры 1250 оС и последующей выдержке при этой температуре в течение 3 часов.
Измерение предела прочности на сжатие цилиндрических образцов производилось на универсальной разрывной машине ИР 5113-100. Удельное электрическое сопротивление измерялось методом падения напряжения на заданном участке по ГОСТ 23776-79. Открытая пористость измерялась методом водопоглощения по ТУ 48-4807-175-87. Истинная плотность образца измерялась методом газовой пикнометрии на ULTRAPYCNOMETER 1000 фирмы QUANTACHROME (США). Термогравиметрические исследования проводились с помощью TA Instruments Q600 в воздушной атмосфере со скоростью нагрева 15оС в минуту до температуры 1000оС.
Трибологические испытания проводились на установке CETR-UMT-3 (Bruker AXS, Швейцария) по методу pin-on-disk. В качестве контр-тела использовался цилиндр (pin) диаметром 6.3 мм и длиной 10 мм, нержавеющая сталь 38 HRc. Скорость вращения диска: 200-400 об/мин; нагрузка в 50 Н.
Исследование микроструктуры проводилось на сканирующем электронном микроскопе Hitachi TM-1000 с увеличением до 10000 раз и при помощи рентгеновской дифракции с помощью дифрактометра Дифрей 401. Полный диапазон измерения углов дифракции -100+154; материал анода рентгеновской трубки – хром; тип рентгеновской трубки – БСВ-33.
Удельная поверхность определялась методом низкотемпературной адсорбции азота по методу БЭТ с помощью анализатора удельной поверхности и размера пор NOVA 1200е.
Результаты и обсуждение
При подборе оптимального состава композиции было исследовано влияние содержания ПВА и естественного графита на физико-механические, электрические свойства изделий и их структуру.
В области низких концентраций ПВА предел прочности на сжатие полученных образцов слабо зависит от содержания ПВА в смеси, но с ростом концентрации ПВА выше 25 % предел прочности на сжатие резко возрастает для всех образцов с различным содержанием ЕГ (рис.1). Такая зависимость может быть объяснена с учетом возможного влияния процесса полимеризации ПВА и образования полимерного каркаса в образце. Этот каркас при последующей термообработке будет выгорать, что приведет к повышению пористости изделия.
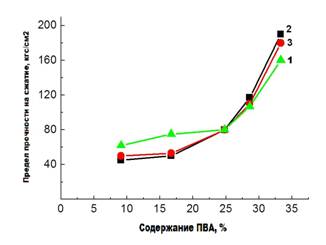
Рисунок 1. Зависимость предела прочности на сжатие высушенных образцов от содержания ПВА при различной массовой доле естественного графита в смеси, % : 1 – 40%; 2 – 45%; 3 – 50%.
Кроме физико-механических свойств концентрация пластификатора влияет на способность заготовки изделия сохранять форму после формования и жизнеспособность композиции. При содержании ПВА ниже 9% образы не поддавались формованию и разрушались после извлечения из пресс-формы. Смеси с содержанием ПВА 9 – 17 % при перемешивании остаются рассыпчатым порошком и хорошо сохраняют форму. Смеси с содержанием ПВА более 20 % образуют гелеобразную массу, при прессовании которой излишки клея выдавливаются из формы.
Жизнеспособность смесей, т.е. способность смеси сохранять свои технологические параметры во времени, зависит от количества ПВА и условий хранения. При периодическом перемешивании и температуре 20 0С жизнеспособность смесей с высоким содержанием ПВА достигает 20 суток, тогда как при содержании пластификатора до 10 % она составляет не более 15 суток. Но оптимальные для прессования изделия свойства смесь приобретает через 72 часа.
Процесс подсушивания смеси может быть интенсифицирован при повышенной температуре. Температура предварительной сушки смеси играет важную роль для процесса полимеризации пластификатора. Это особенно актуально в зимнее время, поскольку при температуре ниже 20 оС ПВА практически не полимеризуется и даже через неделю не происходит должного прессования с образованием устойчивой формы.
С повышением температуры сокращается время сушки смеси, причем зависимость носит нелинейный характер, что особенно четко видно на примере смесей с высоким содержанием ПВА (рис.2). При температуре выше 50 0С происходит быстрая полимеризация ПВА и время сушки сильно не меняется. При этом способность смеси к прессованию существенно ухудшается. Так образцы из смеси, высушенной при 70 0С, при удельном давлении 12,7 МПа не прессовались. Наиболее оптимальным режимом для сушки является температура 40-50оС с медленным подъемом температуры, что обеспечит равномерный прогрев и равномерное застывание клея. Образцы получаются гладкими, имеют металлический блеск и однородную поверхность. При быстром нагреве образцы начинают трескаться и шелушиться из-за быстрого выделения летучих компонентов (уксусной кислоты и формалина), которые являются продуктами полимеризации клея, и новолачной смолы, соответственно.
Таким образом, найдено минимальное содержание ПВА в смеси равное 10%, содержащим ЕГ – 40%. Смесь перед формованием должна пройти дополнительную сушку при 40-50 0С в течение 10-15 часов.
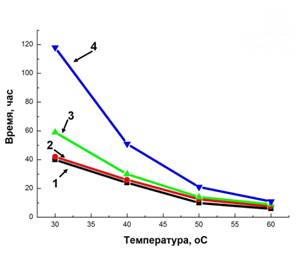
Рисунок 2. Зависимость времени дополнительной сушки от температуры при разном содержании ПВА: где 1 – 9,1%; 2 – 16,7%; 3 – 24,8%; 4 – 33,3%.
В таблице 1 приведены физико-механические показатели образцов с содержанием естественного графита 55% и разным содержанием пластификатора, прошедших термообработку при 1250 оС в течение 3 часов. Термообработка приводит к снижению предела прочности на сжатие. По-видимому, прочность необработанных образцов зависит только от количества застывшего пластификатора. При термообработке происходит выгорание ПВА и прочность определяется углеродной матрицей, образующийся в результате процесса поликонденсации и сшивки новолачной смолы.
При увеличении содержания ПВА прочностные характеристики образцов, а также их плотность несколько снижаются, при этом пористость и удельная поверхность растут, коэффициент трения мало зависит от содержания ПВА вплоть до 25 %, но резко возрастает при дальнейшем его увеличении (рис. 3). Удельное электрическое сопротивление образцов, измеренное перпендикулярно давлению прессования, колеблется в пределах 14.1±0,5 мкОм*м.
Таблица1.
Физико-механические показатели образцов после термообработки с содержанием естественного графита 55%.
|
Содержание ПВА, % |
Предел прочности на изгиб, кгс/см2 |
Предел прочности на сжатие, кгс/см2 |
Удельное электрическое сопротивление, мкОм*м |
Истинная плотность, г/см3 |
Кажущаяся плотность, г/см3 |
Пористость, % |
Удельная поверхность, м2/г |
|
9,1 |
102 |
124 |
13,9 |
3,643 |
2,65 |
27,3 |
6,60 |
|
16,7 |
98 |
117 |
14,2 |
3,419 |
2,44 |
28,7 |
9,87 |
|
24,8 |
84 |
116 |
14,4 |
3,233 |
2,24 |
29,8 |
12,90 |
|
33,3 |
83 |
124 |
14,0 |
2,744 |
1,86 |
32,2 |
25,43 |
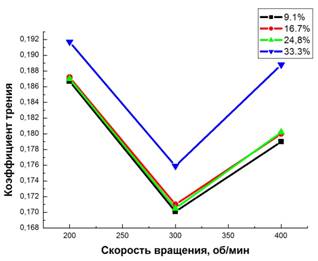
Рисунок 3. Значение коэффициента трения образцов с разной скоростью вращения контр-тела.
Значение коэффициента трения мало изменяется с увеличением содержания пластификатора, но резко изменяется при разных скоростях вращения образца при трении [8]. Так при скорости вращения 300 об/мин наблюдается наименьший коэффициент трения [9 – 11]. Следовательно, для наименьшего износа изделия необходимо подобрать оптимальную скорость.
Термогравиметрические исследования показали, что в присутствии пластификатора при содержании ПВА выше 10 % температура, при которой начинается окисление графитовой составляющей, повышается более чем на 50 градусов, что существенно повышает устойчивость образцов к выгоранию.
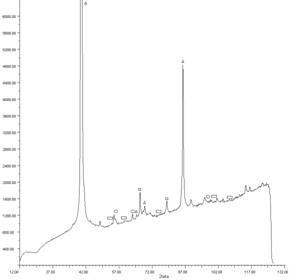
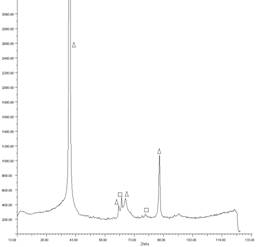
Внесение пластификатора в состав образцов играет еще одну очень важную роль – предотвращает окисление частиц меди в процессе высокотемпературной обработки. Проведенный рентгенофазовый анализ показал, что при низком содержании ПВА медь частично окислена до Cu2O и CuO , тогда как при содержании пластификатора 33,3% в составе термообработанных образцов присутствует только чистая медь (рис. 4) Данное явление можно использовать в направлении дополнительной защиты медь-графитовых изделий от окисления кислородом воздуха.
а) б)
Δ -графит; □-Cu; ○-Cu2O;![]() - CuО
- CuО
Рисунок 4. Рентгенограммы образцов с содержанием ПВА %: а - 9,1; б –33,3.
На рис. 5 представлены данные сканирующей электронной микроскопии образцов, прошедших высокотемпературную термообработку, с различным содержанием пластификатора. С ростом содержания ПВА равномерность распределения меди по объему образца увеличивается (рис.5. а,в,д,ж). При большем разрешении изображения (рис.5 б,г,е,з) видно, что крупные частицы меди (светлые участки) на самом деле представляют собой агломераты более мелких частиц. С увеличением содержания ПВА степень агломерации меди снижается. При таком распределении возрастает вероятность образования единого медного каркаса, что и обуславливает большую электропроводность полученных образцов.
а) 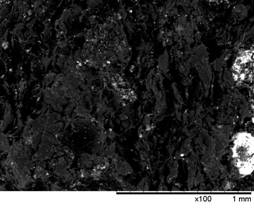 б)
б)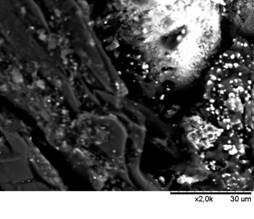
в) 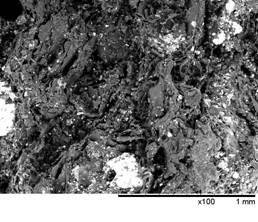 г)
г) 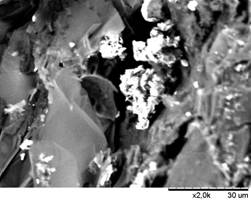
д)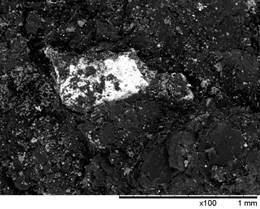 е)
е)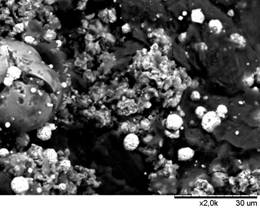
ж)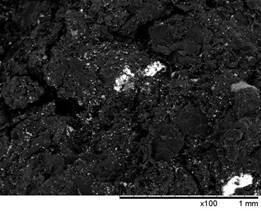 з)
з)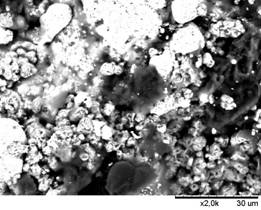
Рисунок 5. Микроструктура образцов прошедших высокотемпературную термообработку, содержание пластификатора, %; а, б –9,1; в, г –16,7; д, е –24,8; ж, з –33,3.
Таким образом, проведенные исследования показали перспективность применения ПВА в качестве пластификатора графита при изготовлении изделий электротехнического назначения. Варьируя содержание ПВА можно получать изделия на основе естественного графита с различными свойствами. При содержании ПВА 10 -20 % и проведении предварительной сушки порошка могут быть изготовлены достаточно плотные, низкопористые пластичные изделия с небольшой твердостью. Наличие чешуек естественного графита, образующих слоистую структуру, обуславливает среднее значение коэффициента трения, не многим превышающее аналогичные показатели коммерческих европейских аналогов. Кроме того, наличие пластификатора повышает устойчивость изделий к процессам окисления кислородом воздуха, что позволяет эксплуатировать их при более высоких температурах, чем европейские аналоги.
Высокое содержание ПВА до 33 % обуславливает высокую удельную поверхность и пористость изделий после термообработки, которые можно подвергать дальнейшей модификации (насыщение пиролитическим углеродом, пропитка пеком, пропитка комплексными солями меди).
Обволакивая частицы меди, ПВА защищает их от окисления кислородом воздуха в процессе термообработки, что способствует созданию единого медного каркаса в структуре изделия, обеспечивающего высокую электропроводность.
Авторы выражают благодарность Элле Леонтьевне Дзидзигури за проведение рентгеноструктурных исследований.
Список используемой литературы:
- Изготовление и свойства углеродных и графитовых материалов [Текст] // Проспект фирмы Schunk Group, Германия, 2007. – 12с
- Угольные щетки для промышленной и железнодорожной транспортной техники [Текст]// Проспект фирмы Schunk Group, Германия, 2012. – 4с
- Фиалков А. С. Углеграфитовые материалы [Текст]. М.: Энергия, 1979. – С.320.
- Скурихин А.А. Получение и исследование электрохимического поведения модифицированных металлами окисленных и терморасширенных графитов [Текст]: дис. канд. тех. наук: 05.17.03/ Скурихин Александр Аркадьевич – Иваново, 2008. – 137 с. – Библиогр.: С. 111 – 127. – 04200951048.
- Гершман И.С. Токосъемные углеродно-медные материалы [Текст]. Вестник ВНИИЖТ, №5, 2002 г. – С.15-20.
- Peace J. B. Solid lubricans. In: «Lubrication and Lubricants*. Ed. by E. R. Braithwaite. Elsevier Publishing Company. 1967, p. 67
- Bowden F. P. and Tabor D. The Friction and Lubrication of Solids. Oxford. Part I, 1950. Part II, 1964,р.33
- Семенов А. П., Поздняков В. В., Крапошниа Л. Б. Трение и контактное взаимодействие графита и алмаза с металлами и сплавами [Текст]. М., «Наука», 1974, 109 с.
- Гулевский В.А., Калинина О.В. О возможности снижения электросопротивления вставок троллейбусов [Электронный ресурс] / В.А. Гулевский, О.В. Калинина // «Инженерный Вестник Дона», 2012г, №2 – Режим доступа: http://www.ivdon.ru/magazine/archive/n2y2012/799 - Загл. с экрана. – Яз. рус.
- Берент В.Я. Материалы и свойства электрических контактов в устройствах железнодорожного транспорта [Текст] – М.: Интекст, 2005.- С.408.
- Пшихопов В.Х., Медведев М.Ю., Шевченко В.А. Синтез энергоэффективных алгоритмов управления движением электропоезда в условиях преодоления неоднородностей профиля пути [Электронный ресурс] / В.Х. Пшихопов, М.Ю. Медведев, В.А. Шевченко // «Инженерный Вестник Дона», 2013г, №4 – Режим доступа: http://www.ivdon.ru/magazine/archive/n4y2013/1931 - Загл. с экрана. – Яз. рус.