Влияние стеклодобавок на параметры пьезоматериалов
Аннотация
В данной работе исследовано влияние стеклодобавок различного состава на процесс формирования частиц в процессе спекания пьезоэлектрической керамики. Исследование проводилось на порошках фаз системы ЦТС, механические смеси которых были получены методом твердофазных реакций. Использовалось два различных состава стеклофаз. Определены зависимости плотности пьезокерамических изделий от температур обжига с использованием и без использования стеклодобавок. Исследована микроструктура полученных керамических элементов. Обсуждены возможные причины влияния рассматриваемых добавок на скорость и механизм процесса спекания.
Ключевые слова: пьезоматериалы, стеклодобавки, плотность, температура обжига, микроструктура.
В настоящее время прогресс в совершенствовании материалов на основе систем ЦТС снизился, поскольку исчерпаны почти все возможности повышения электрофизических параметров пьезокерамики путём изменения её химического состава. Поэтому, основной задачей на сегодняшний день становится поиск новых приёмов совершенствования различных уровней структуры уже существующих материалов, путём изменения механизмов различных стадий технологического процесса, за счёт изменения состава строения и степени активности прекурсоров. В настоящее время существует много работ и исследований, посвящённых спеканию керамики с различными типами добавок, но результаты работ достаточно противоречивы.
Целью данной работы было исследование влияния стеклодобавок различного состава на процесс формирования зёрен в процессе спекания керамики. В качестве модельных объектов использовались порошки фаз системы ЦТС, марок ЦТС-ЦНН-1, ЦТС-НН, механические смеси которых, со средним диаметром частиц 1,5 мкм, были получены методом твердофазных реакций. В работе использовались стеклофазы пятикомпонентной системы (TiO2 - WO3 - Bi2O3 - SiO2 - PbO) - добавка (А) и аморфная фаза состава добавка Б.
Для проведения исследований, шихта материала ЦТС-ЦНН-1 делилась на несколько частей и смешивалась с добавкой А или Б (содержание стеклофазы в смесях составляло: 0, 1, 2 и 5 мас.%). Прессзаготовки из приготовленной шихты подвергались предварительному обжигу, затем вновь измельчались. Образцы из шихты, содержащей стеклофазу, спекались при температурах 1060 – 1180оС с шагом 20оС и времени обжига 2 - 3ч. На рис.1 показано изменение плотности спечённых керамических образцов от состава шихты и параметров спекания. Их микроструктура исследовалась с помощью растрового электронного микроскопа JEOL (рис.2).
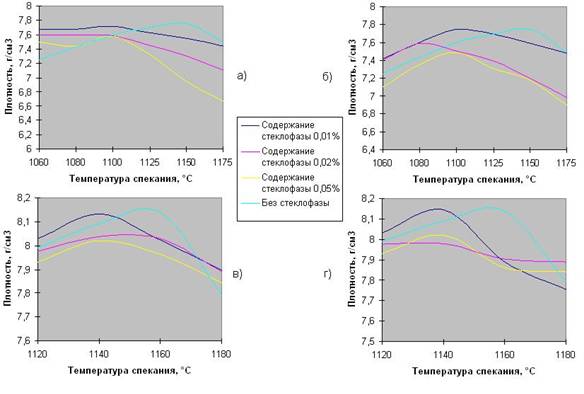
Рис.1. Зависимости плотности от температуры обжига керамик:
ЦТС-ЦНН-1, изготовленной из шихты, содержащей добавку типа А (а) и добавку типа Б (б), при изменении температуры обжига прессзаготовок (время обжига 3ч.),
ЦТС-НН, изготовленной из шихты, содержащей добавку типа А (в) и добавку типа Б (г), при изменении температуры обжига прессзаготовок (время обжига 2ч.)
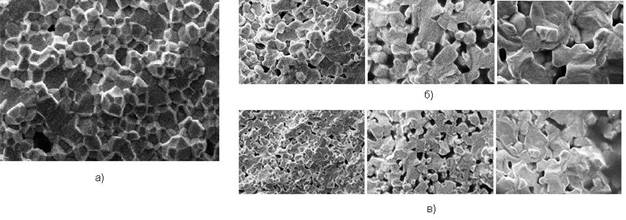
Рис.2. Микроструктура керамики ЦТС-ЦНН-1,
а) полученной из шихты, не содержащей добавок,
б) полученной из шихты, содержащей добавку типа А (слева – направо 1, 2 и 5 масс.%, соответственно),
в) полученной из шихты, содержащей добавку типа Б (слева – направо 1, 2 и 5 масс.%, соответственно)
Аналогичные исследования были проведены и для материала ЦТС-НН (рис.1, 3).

Рис.3. Микроструктура керамики ЦТС-НН,
а) полученной из шихты, содержащую добавку типа А (слева) и добавку типа Б (справа), при изменении температуры обжига прессзаготовок (время обжига 2ч.),
б) из шихты, содержащей добавку типа А (слева – направо 1, 2 и 5 масс.%, соответственно),
в) из шихты, содержащей добавку типа Б (слева – направо 1, 2 и 5 масс.%, соответственно)
В процессе исследования было установлено, что введение в шихту добавки А снижает плотность получаемой керамики типа ЦТС-ЦНН-1 и ЦТС-НН, за счёт снижения скорости протекания в системе процесса первичной рекристаллизации и деструкции пьезофазы. В то же время добавка типа Б способствует снижению температуры спекания керамики данных марок при умеренном росте скорости вторичной рекристаллизации образцов. Максимальная плотность керамики в этом случае достигается при температурах на 20-30°С ниже температуры спекания прессзаготовок, не содержащих указанной добавки. Максимальный эффект достигается в присутствии добавки Б при её содержании в шихте 1масс.%. Дальнейшее увеличение массовой доли стеклофазы в прессзаготовке приводит к снижению плотности керамики, что связано с ростом скорости процесса вторичной рекристаллизации. Обсуждены возможные причины влияния рассматриваемых добавок на скорость и механизм процесса спекания.